

Mostrando entradas con la etiqueta transmisor. Mostrar todas las entradas
Mostrando entradas con la etiqueta transmisor. Mostrar todas las entradas
12 marzo 2010
26 junio 2009
Eficiencia de Planta - Parte 6
2.3 Alertas por Corrimiento de Temperatura y Reemplazo en Caliente (Hot Backup).
En aplicaciones de temperaturas críticas, el usuario puede instalar sensores redundantes RTDs, y alertar si empiezan alejarse en la medición. Si uno de los sensores falla completamente, el transmisor puede conmutar su salida al otro transmisor.

FIGURA – Diagnósticos con Hot Backup reducen los riesgos en lazos críticos
Mientras que los usuarios han hecho esto por años con dos transmisores tradicionales, la incertidumbre en el sistema – sensores, transmisores y entradas al DCS diferentes – pueden ser de ± 2 º C o peor. Por supuesto el usuario no puede detectar un corrimiento menor que esa incertidumbre, limitando la confiabilidad de la medición. Hoy, un solo transmisor inteligente puede ser conectado a una RTD de doble elemento, eliminando la mayoría de las fuentes de incertidumbre. Si los sensores son “hermanados” al transmisor usando las constantes de Calendar van Dusen, la sensitividad a la detección de corrimientos – y la confiabilidad de la
medición – puede ser estrechada a ± 0.5 º C.

FIGURA – Alertas por Corrimiento de Temperatura y Reemplazo en Caliente

FIGURA – Diagnósticos en Hardware de Temperatura

FIGURA – Diagnósticos en Hardware de Temperatura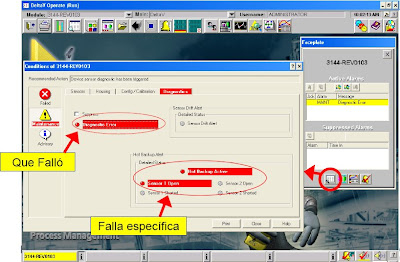
FIGURA – Hot Backup activo – Transmisor de Temperatura 3144
2.3.1 Diagnósticos en el Transmisor de Temperatura 3144

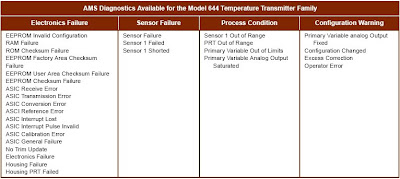
2.3.2 Diagnósticos en el Transmisor de Temperatura 644
Continuará....
Colaboración de Omar Medina (omar.medina@vamsac.com.pe)
15 junio 2009
Eficiencia de Planta - Parte 4
La figura muestra capturas de pantalla desde el software de administración de activos para una condición de falla de aterramiento, junto con la acción de remedio recomendada sensible al contexto.

2.2.1 Diagnósticos en el sensor flujo 8712


2.2.2 Diagnósticos en el sensor flujo 8732


Mientras que la acción para remediar una falla de puesta a tierra es bastante obvia – “arreglar la puesta a tierra”- no es tan obvio el remedio para un ruido de proceso elevado. En algunas aplicaciones, el usuario puede intentar trabajar a mayor frecuencia, por ejemplo 30 Hz, para evitar el ruido. Sin embargo si el ruido se mantiene alto, la mejor solución para lograr una relación señal-ruido aceptable es incrementar la señal en si misma reemplazando el magnético existente por uno de mayor señal. Estos dispositivos incorporan espiras mucho mas pesadas en el tubo, y como resultado pueden manejar corrientes mas altas en las bobinas desde el transmisor – tanto como 10 veces mas altas Los magnéticos de alta señal proveen una señal muy fuerte, requiriendo un mínimo amortiguamiento, incluso en aplicaciones con mucho ruido. El caso de estudio describe una aplicación en la mina de Falconbridge en Timmins, Ontario, en donde los magnéticos de alta señal fueron aplicados en un sistema de reticulación subterráneo operando con pastas con 82% – 84% de solidos. Otras aplicaciones exitosas de caudalimetros magneticos de alta señal son las mediciones de licor negro a la caldera de recuperación en una planta de pulpa y el caudal de rechazo de una refinería.
En cualquier magnético, los dos electrodos usados en el tubo de flujo deben de proveer una señal con igual amplitud, pero con polaridad opuesta, dado que están localizados enfrentados uno del otro. Desafortunadamente, filtrado de liquido de proceso o suciedad dentro del compartimiento del terminal del electrodo causara que el electrodo se desconecte intermitentemente, causando una señal de ruido. Eventualmente el electrodo fallara por completo, causando una medición baja consistente. De manera similar en algunos procesos pueden causar una cobertura permanente o intermitente de los electrodos. De nuevo, sin diagnósticos o una referencia independiente, el usuario no es avisado del problema – algo especialmente serio en aplicaciones que comprometan la seguridad, la calidad o el medio ambiente. El diagnostico de falla del electrodo mostrado en la figura 9 compara la señal desde los dos electrodos y se asegura de que son de igual amplitud. La acción de remedio en linea mostrada es especialmente útil, dado que es muy especifica.
2.2.1 Diagnósticos en el sensor flujo 8712
2.2.2 Diagnósticos en el sensor flujo 8732
continuará....
Colaboración de Omar Medina (omar.medina@vamsac.com.pe)
28 mayo 2009
Eficiencia de Planta - Parte 2
2. Diagnósticos Disponibles en Transmisores
2.1 Detección de las lineas de impulso Tapadas en Transmisores de Presión
Un transmisor de presión es conectado al proceso censando las lineas de impulso y las válvulas del manifold. Si el transmisor falla, el usuario puede simplemente aislar el transmisor usando las válvulas en el manifold y reemplazarlo. Sin embargo los transmisores de presión modernos basados en microprocesador permiten verificar a tiempo una linea de impulso tapada. Una linea de impulso tapada o congelada causa una respuesta del proceso lenta, un incremento rápido en la presión puede tomar minutos para ser registrado por el sistema de control , no permitiendo que este responda a la variabilidad del proceso.
Para detectar lineas de impulso tapadas o congeladas (Figura), el transmisor de presión diferencial inteligente debe de monitorear continuamente las muy rápidas fluctuaciones en la presión producidas por las turbulencias del fluido. Mientras estas variaciones son muy rápidas y muy pequeñas no pueden ser registradas por el sistema de control, en un sensor inteligente son fácilmente detectadas cuando son medidas directamente sobre el sensor.


Dado que los diagnósticos son realizados en el mismo transmisor, el tiempo de refresco en el sistema de control no es importante, pero en un sensor rápido es 100 ms o menos es vital. Muchos transmisores de presión son demasiados lentos con factores de dos a cinco veces.
Para realizar este diagnostico, el transmisor debe de “aprender” el proceso y caracterizar una condición “OK” dentro del rango de operación. Una vez que el proceso es “aprendido”, y el diagnostico es en linea, un cambio en la variabilidad de corto plazo alarmara al software de administración de activos, como se muestra en la siguientes figuras.
Transmisor de Presión Rosemount 3051S
continuará....
colaboración de Omar Medina (omar.medina@vamsac.com.pe)
2.1 Detección de las lineas de impulso Tapadas en Transmisores de Presión
Un transmisor de presión es conectado al proceso censando las lineas de impulso y las válvulas del manifold. Si el transmisor falla, el usuario puede simplemente aislar el transmisor usando las válvulas en el manifold y reemplazarlo. Sin embargo los transmisores de presión modernos basados en microprocesador permiten verificar a tiempo una linea de impulso tapada. Una linea de impulso tapada o congelada causa una respuesta del proceso lenta, un incremento rápido en la presión puede tomar minutos para ser registrado por el sistema de control , no permitiendo que este responda a la variabilidad del proceso.
Para detectar lineas de impulso tapadas o congeladas (Figura), el transmisor de presión diferencial inteligente debe de monitorear continuamente las muy rápidas fluctuaciones en la presión producidas por las turbulencias del fluido. Mientras estas variaciones son muy rápidas y muy pequeñas no pueden ser registradas por el sistema de control, en un sensor inteligente son fácilmente detectadas cuando son medidas directamente sobre el sensor.


Lineas de Impulso Tapadas
Dado que los diagnósticos son realizados en el mismo transmisor, el tiempo de refresco en el sistema de control no es importante, pero en un sensor rápido es 100 ms o menos es vital. Muchos transmisores de presión son demasiados lentos con factores de dos a cinco veces.
Para realizar este diagnostico, el transmisor debe de “aprender” el proceso y caracterizar una condición “OK” dentro del rango de operación. Una vez que el proceso es “aprendido”, y el diagnostico es en linea, un cambio en la variabilidad de corto plazo alarmara al software de administración de activos, como se muestra en la siguientes figuras.



Alerta de Presión con el 3051S de Rosemount

Transmisor de Presión Rosemount 3051S
continuará....
colaboración de Omar Medina (omar.medina@vamsac.com.pe)
15 enero 2009
Optimizando las Mediciones de Flujo mediante la Inteligencia Predictiva de Emerson Process
El Reto: Prevenir la Falla
El reto consiste en detectar y predecir de forma temprana la falla de un equipo para de esta manera reducir las paradas intempestivas de producción, que cuestan dinero a la empresa.
Es sabido por todos que aproximadamente el 80% del mantenimiento es reactivo, en la mayoría de los casos es demasiado tarde o ya innecesario.
Solo un 15% del mantenimiento es predictivo, el cual elimina el mantenimiento innecesario y nos permite:
- Intervenir los equipos en el momento adecuado.
- Corregir los problemas antes de que lleguen a ser fallas catastróficas.
- Reducir el costo y tiempo de la reparación así como reducir la pérdida de producción.
Los Diagnósticos Avanzados de la Serie 8732E

Los nuevos transmisores de nuestros medidores magnéticos, poseen ahora una serie diagnósticos para ayudar al mantenimiento de los mismos, su mejor desempeño y la verificación interna del mismo. Los diagnósticos descritos a continuación son para la opción HART.
Diagnósticos Estándares
El transmisor trae ahora por defecto ocho diagnósticos,
Self Test.- Permite hacer una verificación de todo el software del transmisor.
- Trasnmitter faults.- Avisa de cualquier falla de software de la electrónica.
- Analog Output Test.- Permite verificar las salidas análogas del transmisor.
- Pulse Output Test.- Permite verificar la salida de pulso del transmisor.
- Tunable Empty Pipe.- En este caso el transmisor da una señal de falla en la pantalla del transmisor, la cual permanecerá mientras no se corrija esto, aquí un ejemplo del mensaje que aparecerá en el transmisor.

- Este tipo de diagnóstico permite que se tomen medidas de corrección de inmediato y no esperar a que los volúmenes marcados no coincidan con los datos de producción.
- Reverse Flow.- El transmisor avisa si la dirección de flujo cambia, esto puede llegar a causar inconvenientes, pues se puede pensar que el flujo está normal, pero si está en reversa no será contabilizado y pueden haber problemas en el balance.
- Coil Circuit Fail.- El transmisor avisa si hay falla en los circuitos de las bobinas de los electrodos de medición del sensor.
- Electronics Temperatura.- Este diagnóstico importante cuando el transmisor está integral con el sensor, si la temperatura del fluido se eleva, por conducción puede elevar también la temperatura de la electrónica del transmisor. Si la temperatura supera los 65 ºC puede dañar irremediablemente la misma.
Diagnósticos Opción DA1
Esta opción nos permite tener dos diagnósticos más avanzados,
- Falla en el aterramiento y cableado.- Este diagnóstico asegura una correcta instalación, ya que el aterramiento es muy importante para que la medición de un medidor magnético sea precisa.

La Serie E tiene un Analizador Interno de Espectros que verifica que no exista Ruido Presente, ni a 50 ni a 60 Hz.

Si se detecta un voltaje menor a 5 mV en este Rango de Frecuencia, se va a enviar una Alerta para confirmar que el Cableado se ha hecho correctamente.

Si por el contrario el valor supera los 5 mV en el rango de frecuencia, entonces en la electrónica aparecerá el siguiente mensaje:

Revisando los mensajes de error desde el teclado puede verse también le siguiente mensaje:

El Scrolling muestra los valores de ruido. Si el valor es mayor a 5.00 mV, el Diagnóstico se iniciará nuevamente, hasta que se corrija el aterramiento o cableado.

- Exceso de Ruido de Proceso.- Se produce por disturbios en la zona electrolítica alrededor de la cabeza de los electrodos. Sus causas principales son debido a:
1. Impacto de partículas (efecto de la fricción)
2. Reacciones químicas en el fluído de proceso
3. Reacción electrolítica (compatibilidad de materiales) Al originarse el ruido lo que ocasiona es un enmascaramiento de la señal, cuando esto sucede debe de cambiarse la frecuencia de medición del sensor.
Al originarse el ruido lo que ocasiona es un enmascaramiento de la señal, cuando esto sucede debe de cambiarse la frecuencia de medición del sensor.
Cuando el ruido es muy alto, debe de usarse un sensor de tres electrodos, que es un sensor diseñado para alto ruido, claro que esta selección debe de darse en el momento del seleccionamiento.
Diagnósticos Opción DA2
Históricamente se han usado Multímetros Digitales para verificar la Salud del Sensor, pues con la medida de los valores de las resistencias de acuerdo al manual de instrucciones, se verifica la salud de los circuitos de las Bobinas y los Electrodos.
El 8734 es un equipo que nos permite simular a un sensor y de esa manera poder descartar que el transmisor esta fallado.
Para ambos exámenes se necesita tener el sensor apagado, sin medir, para el segundo el transmisor debe de estar desconectado.
 Lo que se da por la opción DA2 es que tanto el multímetro y el 8734 residan en la electrónica 8732E. Esto es conocido como el software 8714i.
Lo que se da por la opción DA2 es que tanto el multímetro y el 8734 residan en la electrónica 8732E. Esto es conocido como el software 8714i. Mediante la verificación Interna con el Software 8714i, se monitorea la integridad del sensor así como se detectan además los cambios en la calibración del medidor, desde su último diagnóstico. Nos permite simplificar los trabajos de mantenimiento y de calibración al eliminar la necesidad de remover el medidor de la Línea o el uso de accesorios externos.
Mediante la verificación Interna con el Software 8714i, se monitorea la integridad del sensor así como se detectan además los cambios en la calibración del medidor, desde su último diagnóstico. Nos permite simplificar los trabajos de mantenimiento y de calibración al eliminar la necesidad de remover el medidor de la Línea o el uso de accesorios externos.
El software 8714i permite comparar el valor medido de la firma de la bobina contra su valor base, el mismo que es establecido en el momento de su calibración original en fábrica.
Se puede calcular el porcentaje de desviación. El Usuario asigna una variabilidad aceptable en base a su aplicación.
El diagnóstico de Meter Verification nos permite además medir y verificar la integridad de los circuitos de bobinas y electrodos. Y todo solo en cuatro minutos.
Entrega un reporte que puede ser usado para la ISO 9000.
Compatibilidad del transmisor 8732e
Solo el transmisor 8732e tiene la Capacidad Universal de permitir que el mismo pueda ser usado con sensores de otros fabricantes.
Solo se necesita una conversión simple de los factores K a números de calibración de Rosemount.
Visite la página de Web www.emersonprocess.com entre a la división Rosemount y encontrará como se hace el cálculo para sensores de las marcas Foxboro, Yokogawa, Krohne, E+H, etc.
Carlos Seguín C.
Flow Champion
Vamsac
Suscribirse a:
Entradas (Atom)